













非球面透鏡不規則 度及 Strehl 比
雷射資源指南第7.1 及 7.2部份
所有光學系統都具有理論上的效能限制,也就是所謂的 繞射極限。 Strehl 比 是一種規格,用於比較光學系統的真實效能及繞射極限效能。對 非球面透鏡 及其他對焦光學元件而言,Strehl 比定義為製造光學元件的頂峰焦點輻射照度,與繞射極限尖峰輻照度之間的比率 (圖 1)。1 不同的非球面透鏡製造技術會影響獨特的表面誤差,進而對 Strehl 比造成不同影響。瞭解前述效應非常重要,以便正確指定非球面、避免不必要且昂貴的超規格,同時確保達到所需規格。這對小f/# 的快速非球面而言越來越重要,而且相較於其他製造方法,對採用傳統研磨和拋光所製造的非球面透鏡影響更大。“繞射極限”透鏡的業界標準閾值為 0.8 以上的 Strehl 比。
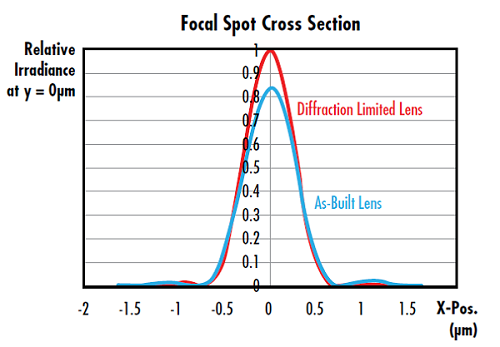
圖 1:25mm 直徑 f/2 非球面透鏡在 588nm 情況下的焦點輻射照度截面圖。實際透鏡的 Strehl 比為 0.826,符合繞射極限標準
Strehl 比也可利用下列近似法,與 RMS 穿透波前誤差建立關聯;其中 $ \small{\sigma} $ 為波之中的 RMS 波前誤差。2 此項近似法適用於穿透波前誤差值 <0.2 波。3
表面不規則度對 Strehl 比的影響
光學元件 Strehl 比高度取決於其表面不規則度,或是光學表面與其標稱形式的偏差情形;表面不規則度是由使用的製造方法所造成。球面光學元件一般會使用特大型工具拋光,因此在光學表面的空間頻率誤差低。不過非球面透鏡在製造時,多半利用子孔徑研磨及拋光技術,產生更複雜的不規則結構。瞭解指定表面不規則度與其基礎結構之間的關係,有助於深入瞭解透鏡效能及產生的 Strehl 比。
例如考量空間頻率的影響。如果將表面不規則度建模為旋轉對稱的餘弦函數,我們就能探索產生的 Strehl 比,作為各種餘弦週期的 RMS表面不規則度函數 (圖 2 及 圖 3)。
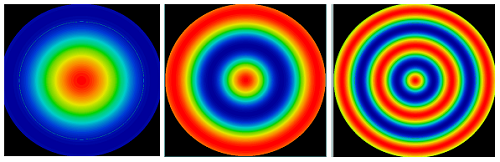
圖 2:非球面透鏡製造的一般表面不規則度誤差會遵循餘弦模式,例如 25mm 直徑 f/2 非球面透鏡表面上的徑向餘弦不規則度圖。由左至右的餘弦週期為 20mm、10mm 及 5mmm
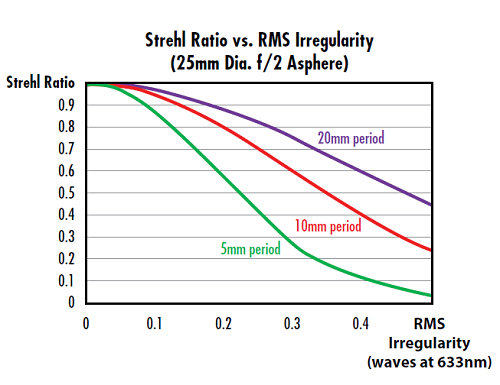
圖 3:就特定 RMS 表面不規則度而言,非球面透鏡孔徑的餘弦週期越多,Strehl 比就越低
這裡的關鍵因素不是以 mm 為單位的餘弦週期,而是在透鏡孔徑的週期數量。就非球面製造使用的特定子孔徑工具而言,直徑較小的非球面透鏡,其 Strehl 比退化情形低於直徑較大的非球面透鏡。
表面不規則度對 Strehl 比的影響,也取決於透鏡的 f/#。其中的一般原則是,速度較快的非球面透鏡,或是 f/# 較小的非球面透鏡,對表面不規則度在 Strehl 比造成的影響更為敏感。例如 圖 4比較 f/2 透鏡與 f/0.75 透鏡(兩者直徑均為 25mm),其中在特定的餘弦週期,速度較快透鏡的 Strehl 比退化程度高於速度較慢的透鏡。
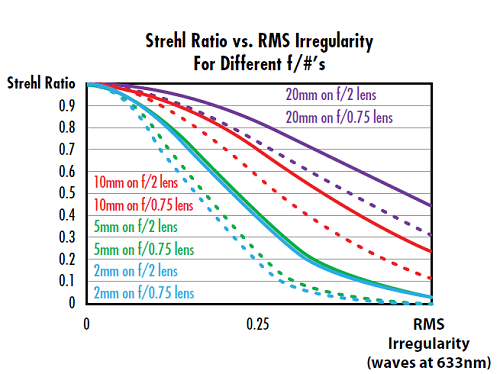
圖 4: 比較虛線與實線後,顯示速度較快的非球面透鏡(f/# 較小)在特定餘弦週期的退化程度高於速度較慢的非球面透鏡(f/#較大)
功率光譜密度及不規則度坡度
依據前述範例,不規則度圖空間頻率內容顯然對透鏡 Strehl 比產生影響。除了 PV 或 RMS 不規則度,可針對這類空間頻率要求額外規格。
用於直接評估空間頻率的一項規格稱為功率光譜密度 (PSD)。4 PSD 會評估表面不規則度,將其視為空間頻率函數,並可有針對性地使用,以限制一系列空間頻率的影響。PSD 也可用於同時限制所有空間頻率。
另外一種有效減少不規則度較高空間頻率的簡單方法,就是除了 PV值以外,要限制表面不規則度圖餘弦函式的斜率。在特定 PV 不規則度限制的情況下,斜率較高與表面空間頻率高頻有關 (圖 5)。斜率通常是以最大 RMS 斜率值提供,能夠比簡單的最大斜率要求更完整地評估透鏡表面。5 斜率誤差是在名為積分長度的指定橫向距離範圍內定義 (圖 6)。製造與理想坡度之間的差異,會在積分長度範圍內加以平均。例如斜率規格可能是“0.07 mrad 在 1mm 積分長度範圍內”。 斜率可定義為積分長度範圍內所有資料點的最佳線性擬合,或單純定義為積分範圍內第一點與最後一點之間的差異。

圖 5: 如果針對表面不規則度圖指定最大斜率規格,就會建立閾值,減少較高空間頻率內容對表面的影響
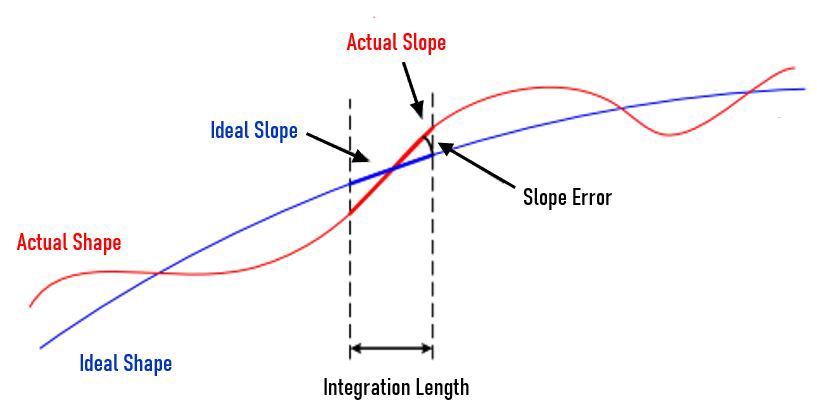
圖 6: 斜率誤差是實際斜坡與理想斜坡在積分長度範圍內的角度差6
表面不規則度的空間頻率,對 Strehl 比及非球面透鏡效能具有重大影響。週期越小,在特定表面不規則度情況下的 Strehl 比衰退情形就越大。為了瞭解透鏡表面不規則度對其效能的真正影響,除了透鏡本身的不規則度規格以外,也需要瞭解透鏡表面不規則度圖形狀。7 較小的 f/# 也會造成更大衰退。
參考資料
- Strehl, Karl W. A. “Theory of the telescope due to the diffraction of light,” Leipzig, 1894.
- Mahajan, Virendra N. "Strehl ratio for primary aberrations in terms of their aberration variance." JOSA 73.6 (1983): 860-861.
- Smith, Warren J. Modern Optical Engineering. 4th ed., McGraw-Hill Education, 2007.
- Lawson, Janice K., et al. "Specification of optical components using the power spectral density function." Optical Manufacturing and Testing. Vol. 2536. International Society for Optics and Photonics, 1995.
- Messelink, Wilhelmus A., et al., "Mid-spatial frequency errors of mass-produced aspheres," Proc. SPIE 10829, Fifth European Seminar on Precision Optics Manufacturing, 7 Aug. 2018, doi:10.1117/12.2318663.
- Ceyhan, U. (2013). Characterization of aspherical lenses by experimental ray tracing [Doctor of Philosophy in Electrical Engineering thesis]. Jacobs University.
- Kasunic, Keith J., Laser Systems Engineering, SPIE Press, 2016. (ISBN 9781510604278)
更多技術資源














or view regional numbers
QUOTE TOOL
enter stock numbers to begin
Copyright 2023, Edmund Optics Inc., 14F., No.83, Sec. 4, Wenxin Road, Beitun District , Taichung City 406, Taiwan (R.O.C.)
Privacy Policy | Cookie Policy | Terms & Conditions | Accessibility
California Consumer Privacy Act (CCPA): Do Not Sell My Information