












雷射系統關鍵參數
雷射資源指南第1.1和1.2部份
雷射系統種類繁多,應用多元,例如材料加工、雷射手術及遠端感測等等,但許多雷射系統都擁有共同的關鍵參數。針對前述參數建立共同詞彙有助於避免誤解,而瞭解這類參數則可適當指定雷射系統及元件,以因應各種應用需求。
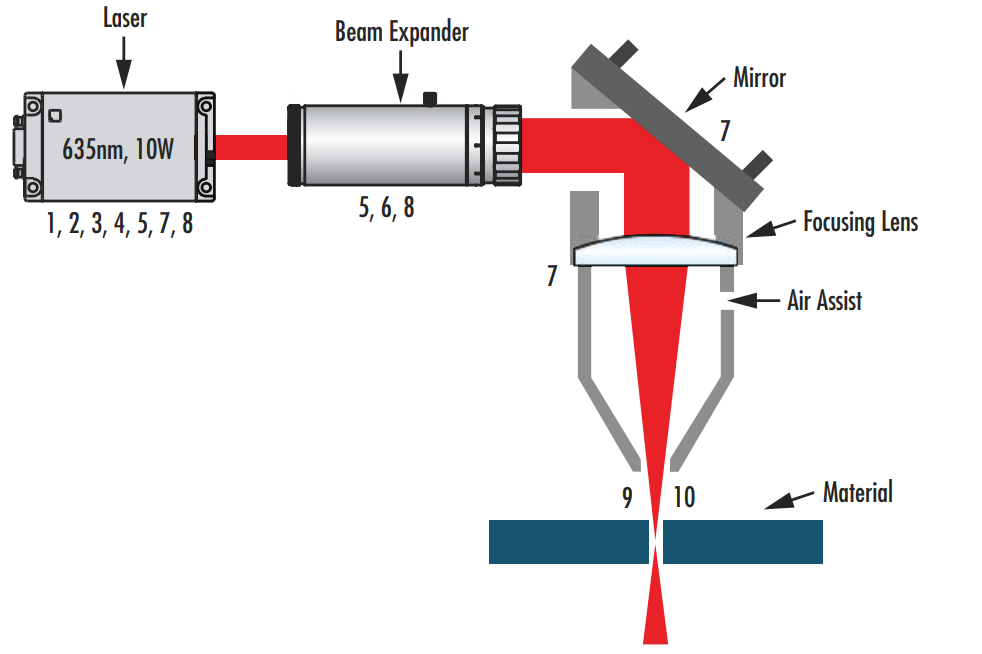
圖 1: 一般雷射材料加工系統示意圖,其中以對應編號指出 10 項雷射系統關鍵參數
基礎參數
以下基礎參數是最基本的雷射系統概念,可說是瞭解進階光學產品的關鍵所在。
1: 波長 (一般單位: nm 至 μm)
雷射 波長 說明發射光波的空間頻率。特定使用案例的最佳波長與應用息息相關。不同材料在材料加工中,具有波長相關的獨特吸收屬性,因此會與材料產生不同互動。同樣地,大氣吸收及干擾也會在遠端感測中對特定波長造成不同影響,而各種狀態在醫療雷射應用吸收的特定波長也各不相同。較短的波長雷射及雷射光學產品可盡量減少周邊熱能,有利於建立小型精準的特徵,但價格一般較為昂貴,並且比較長的波長產品更容易受到損傷。
2: 功率及能量 (一般單位: W 或 J)
雷射 功率 是以瓦 (W) 為單位測量,用於說明連續波 (CW) 雷射的光學功率輸出,或是脈衝雷射的平均功率。脈衝雷射也能透過本身的脈衝能量判定特性;脈衝能量與平均功率之間存在直接比例關係,與雷射重複率之間則存在逆向比例關係 (圖 2):
$$ \text{Pulse Energy} = \frac{\text{Average Power}}{\text{Repetition Rate}} $$
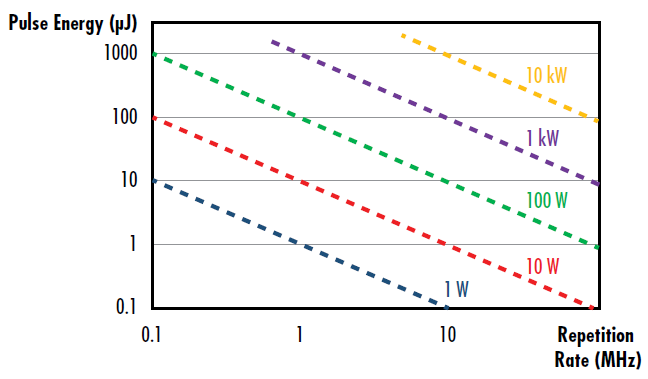
圖 2: 利用視覺方式呈現脈衝雷射的脈衝能量、重複率及平均功率之間的關係
一般來說高功率及高能量雷射較為昂貴,並產生更多廢棄熱能。此外隨著功率及能量增加,也會更難以維持高光束品質。有關脈衝及 CW雷射的更多資訊,請參閱 雷射誘發損傷閾值。
3: 脈衝期 (一般單位: fs 至 ms)
雷射脈衝期也稱為脈寬,一般定義為雷射光學功率對比時間的半峰全幅 (FWHM) (圖 3)。超快雷射可為精密材料加工及醫療雷射等一系列應用提供眾多效益,其特性為具有皮秒 (10-12 s) 至埃秒 (10-18 s)的短脈衝期。 更多資訊請參閱 超快色散 及 高色散反射鏡 。
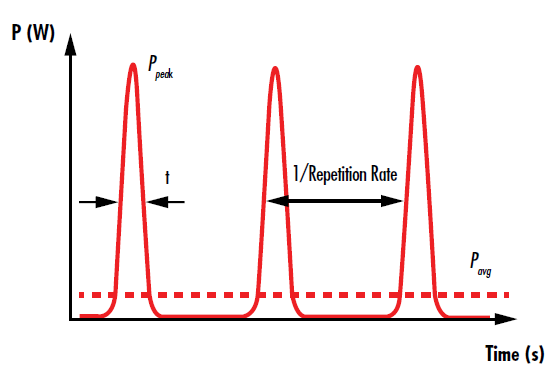
圖 3: 脈衝雷射的脈衝暫時由反向重複率分離
4: 重複率 (一般單位: Hz 至 MHz)
脈衝雷射重複率也稱為脈衝重複頻率,說明每秒發射的脈衝數,或是逆時域脈衝間距 (圖 3)。如前所述,重複率與脈衝能量呈逆向比例關係,與平均功率之間則為直接比例關係。雖然重複率通常取決於雷射增益媒介,但在許多情況下可能出現變化。重複率升高會縮短雷射光學產品表面及最終聚焦點的熱鬆弛時間,進而加速材料加熱。
5: Coherence Length (Typical units: mm to m)
Laser light is coherent, meaning that there is a fixed relationship between the electric field phase values at different times or locations. This occurs because laser light is produced by stimulated emission, unlike most other types of light sources. Coherence degrades throughout propagation and the coherence length of a laser defines a distance over which its temporal coherence is maintained to a certain quality.
6: Polarization
Polarization defines the orientation of the electric field of light waves, which is always perpendicular to the direction of propagation. Much of the time, laser light will be linearly polarized, meaning that emitted electric fields consistently point in the same direction. Unpolarized light would have electric fields pointing in many different directions. The degree of polarization is often expressed as a ratio of the optical power of two orthogonal polarization states, such as 100:1 or 500:1. For more information about polarization, visit our Introduction to Polarization application note.
光束參數
以下參數為雷射光束的形狀及品質特性。
7: 光束直徑 (一般單位: mm 至 cm)
雷射光束直徑用於描述光束橫向延伸特性,或是與傳播方向垂直的實際尺寸。雷射光束直徑通常於寬度定義,以光束強度達到最大值 1/e2 的點為界線。電場強度在 1/e2 (≈ 13.5%) 點會下降至最大值的 1/e2 。光束直徑越大,光學產品及整體系統就要加大,以避免裁剪光束導致成本增加。不過縮減光束直徑會增加功率/能量密度,可能產生不利影響(請參閱下一項參數)。
8: 功率或能量密度 (一般單位: W/cm2 至 MW/cm2 或 µJ/cm2 至 J/cm2)
光束直徑與雷射光束的功率/能量密度或每單位面積的光學功率/能量有關。光束直徑越大,則恆定功率或能量光束的功率/能量密度就越小。 高功率/能量密度通常是系統最終輸出的理想選擇(例如雷射切割或焊接),但低功率/能量密度則有利於在系統內部預防雷射誘發損傷,也可以預防光束的高功率/能量密度區域造成空氣離子化。基於以上及其他種種原因,通常會使用擴束鏡增加直徑,藉此降低雷射系統內部的功率/能量密度 as described in our 雷射擴束鏡。基於以上及其他種種原因,通常會使用擴束鏡增加直徑,藉此降低雷射系統內部的功率/能量密度。不過請注意不要讓光束擴束大到在系統中受到光圈裁切,進而浪費能量及遭受潛在損害。
9: 光束輪廓
雷射光束輪廓說明光束截面的分布強度。常見的光束輪廓包括高斯及平頂光束,兩者的光束輪廓分別遵循高斯及平頂函數 (圖 4)。不過沒有雷射能夠產生完美的高斯或平頂光束,形成完全符合各自特性函數的光束輪廓,因為雷射內部一定會有一些熱點或波動。雷射實際光束輪廓與理想光束輪廓之間的差異,通常會透過包括雷射 M2 係數在內的各種指標加以說明。有關光束輪廓及光束品質特性的更多資訊,請參閱 高斯光束傳播 及 光束形狀、光束品質及 Strehl 比。
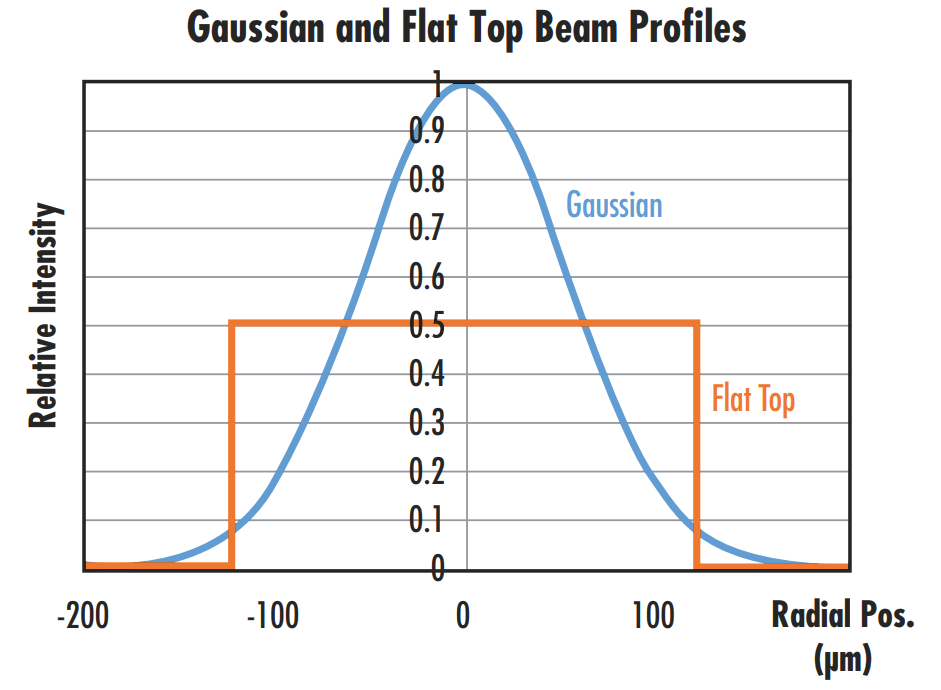
圖 4: 比較高斯與平頂光束(平均功率或強度相同)的光束輪廓後,顯示高斯光束尖峰強度可達平頂光束的兩倍
10: 發散性 (一般單位: mrad)
雖然通常會假設雷射光束為平行狀態,但其中一定會有一定程度的發散性,也就是隨著雷射束腰距離增加,光束因繞射所產生的分散程度。發散性在工作距離長的應用中,是特別重要的一項問題,例如LIDAR 系統中的物體可能距離雷射系統數百公尺遠。光束發散性一般是由雷射半角定義,而高斯光束的發散性 (θ) 定義為:
$$ \theta = \frac{\lambda}{\pi w_0} $$
λ 為雷射波長, w0 為雷射束腰。有關發散性的更多資訊,請參閱 高斯光束傳播。增加光束直徑可減少發散性,相關說明請參閱 雷射擴束鏡。
最終系統參數
以下最終參數說明雷射系統輸出效能。
11: 光斑大小 (一般單位: μm)
聚焦雷射光束的光斑大小,說明對焦透鏡系統焦點的光束直徑。材料加工及醫療手術等許多應用的目標,都是要盡可能縮小光斑大小,以便達到最高的功率密度,並建立特別精細的特徵 (圖 5). 非球面透鏡 通常用於取代傳統球面透鏡,以減少球面像差並產生更小的焦點。有些類型的雷射系統最後並不會將雷射聚焦至一點,在這類情況下此項參數就不適用。
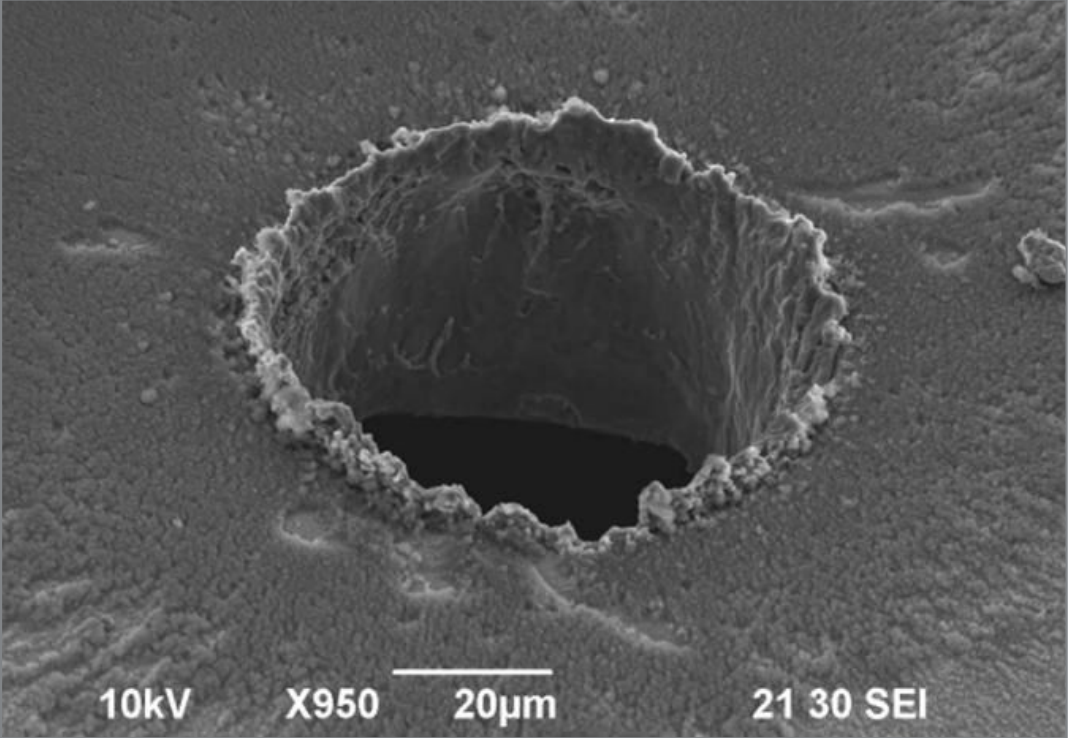
圖 5: 義大利技術研究院 (Italian Institute of Technology) 進行的雷射微加工實驗顯示,如果在恆定通量的情況下,將光斑大小由 220μm 縮減為 9μm,可讓奈秒雷射鑽孔系統的燒蝕效率提升 10 倍1
12: 工作距離 (一般單位: μm 至 m)
雷射系統的工作距離一般定義為最終光學元件(一般為聚焦透鏡或碎屑防護裝置)到雷射所聚焦物體或表面的實際距離。醫療雷射等特定應用通常會希望盡可能縮短工作距離,而遠端感測等其他應用,則常以最大的工作距離範圍為目標。
參考資料:
Brandi, Fernando, et al. “Very Large Spot Size Effect in Nanosecond Laser Drilling Efficiency of Silicon.” Optics Express, vol. 18, no. 22, 2010, pp. 23488–23494., doi:10.1364/oe.18.023488.













or view regional numbers
QUOTE TOOL
enter stock numbers to begin
Copyright 2023, Edmund Optics Inc., 14F., No.83, Sec. 4, Wenxin Road, Beitun District , Taichung City 406, Taiwan (R.O.C.)
Privacy Policy | Cookie Policy | Terms & Conditions | Accessibility
California Consumer Privacy Act (CCPA): Do Not Sell My Information
The FUTURE Depends On Optics®